 Skip to main content
Skip to main content



Introduction
Precision counts. Whether you’re meeting stringent guidelines in the aerospace industry, or joining the dots between manufacturing facilities in a multi-partner project, precision matters.
This is where Coordinate Measuring Machines (CMMs) fit into your workflow, helping you to measure, document and compare the accuracy of your manufacturing process to the original plans. CMMs offer incredibly detailed geometrical mapping of an object, translating physical objects into digital models that can be manipulated and compared in the latest CAD software.
This guide looks at CMM technology, how it works, the different types of CMM, applications in manufacturing, calibration standards, maintenance practices, and possible alternatives.
What is a CMM?
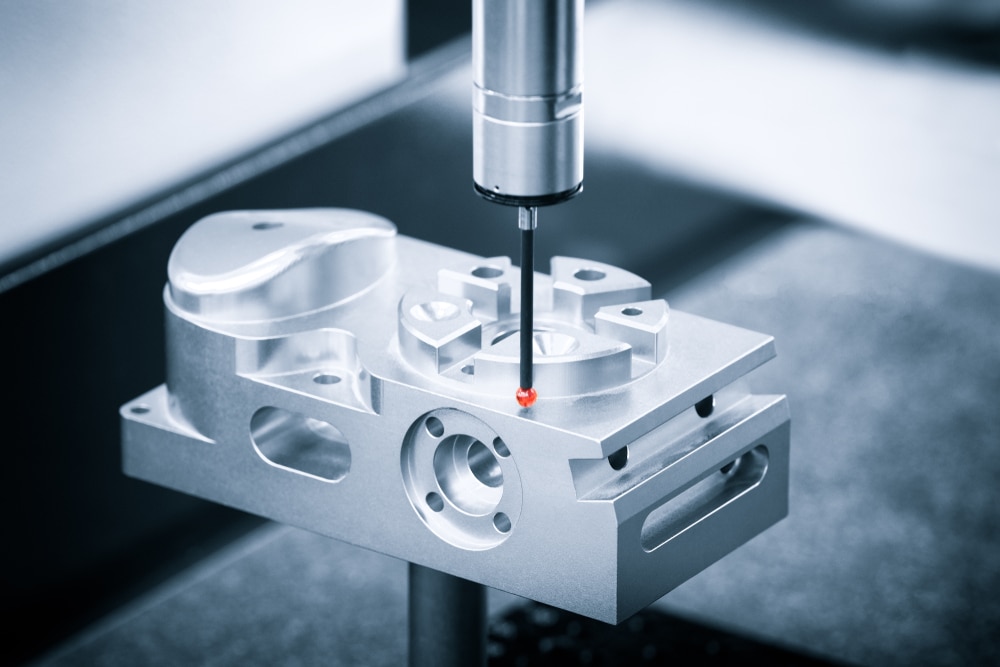
A Coordinate Measuring Machine (CMM) is used to accurately measure the surface geometry of physical objects. By using a probe, which can be mechanical, laser, optical, or white light, it scans the surface of an object collecting point data about the surface of the object. These data points are then used to create a point cloud which can be transferred to any number of CAD systems.
The operation of a CMM involves three main components:
The Machine
This includes the physical structure that moves the probe along the X, Y, and Z axes. The precision of the machine’s movement is critical for accurate measurements and come in different shapes and sizes depending on your needs.
The Probe
As the part of the machine that physically touches (or comes very close to) the object, the probe can vary in design depending on your needs. Some probes allow for continuous scanning, while others capture individual data points.
The Software
The software interprets the data collected by the probe and converts it into a usable format that can be shared with a wide variety of CAD tools and even 3D printers.
CMMs are incredibly specialised measuring machines, used in a wide range of sectors and industries providing the high level of accuracy and repeatability that’s essential in quality control processes.
Types of CMM
CMMs are generally selected on 5 criteria: Part size, Speed, Accuracy, Contact/Non-contact, portability.
Precision and Accuracy
CMMs are highly precise and can measure to accuracies within micrometres. The precision is influenced by factors such as temperature, probe calibration, and machine condition.
Speed
While traditional CMMs require more time to measure complex objects than scanning probes due to the need for point-by-point contact, they often offer greater accuracy.
Part Size
CMMs can measure a wide range of geometries and sizes but are limited by their size. Arm, Bridge, and Gantry versions offer solutions for small, medium and large parts.
Contact/Non-contact: Traditional CMMs use a physical probe to connect directly with the objects surface, where this isn’t desirable or practical, non-contact probes can be used such as laser scanners.
Here are the main types of CMMs:
1. Bridge CMM
– Description: The most common type of CMM, consisting of a bridge-like structure that spans the object being measured. The probe moves along the bridge, allowing for precise measurements over large areas.
– Suitability: Ideal for measuring medium to large-sized parts with high accuracy.
2. Cantilever CMM
– Description: Similar to bridge CMMs but with the support on one end only, allowing for easy access to the measuring table by the operator.
– Suitability: Suitable for small to medium-sized objects. They offer good accuracy but are less commonly used today because of their limitations in supporting heavier/larger parts.
3. Gantry CMM
– Description: Larger versions of bridge CMMs, designed for measuring very large objects. The gantry structure provides the strength needed to span large distances without losing precision.
– Suitability: Ideal for large, heavy parts such as automotive and aerospace components.
4. Horizontal Arm CMM
– Description: These have a horizontal arm that moves over the object to measure it. They can be stationary or mobile and are often used for measuring large, flat parts.
– Suitability: Best suited for measuring large, bulky items, especially like automotive bodies or assemblies.
5. Portable CMM
– Description: This category includes articulated arm CMMs and handheld laser scanners. They are designed for flexibility and can be taken to the part rather than the other way around.
– Suitability: Excellent for on-site measurements, large objects that cannot be moved, or when measurements are needed in various locations.
How does a CMMs work?
Coordinate Measuring Machines measuring the geometry of objects using sensors or probes to assess an object’s relative position in space against known variables. That data is converted into a digital twin.
The process begins by positioning the object to be measured on the CMM’s table followed by an required calibration to ensure accurate measurements.
1. Structure and Motion
A CMM consists of a probe attached to a three-dimensional framework that allows movement along the X, Y, and Z axes. This structure is designed to position the probe with high precision.
The movement can be manual, where an operator physically moves the probe, or automatic, where the machine is controlled by software.
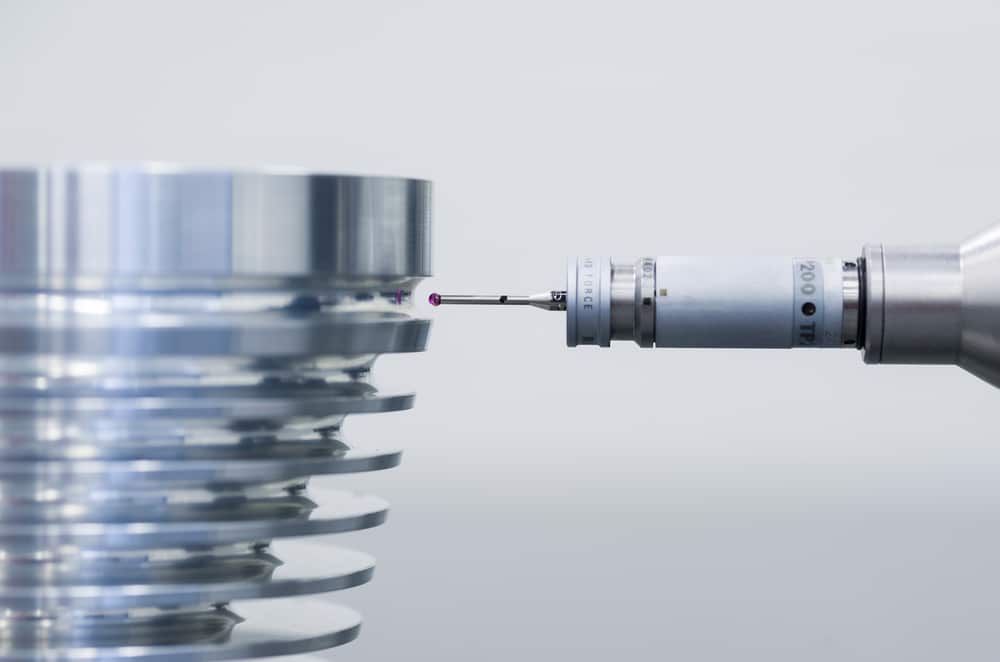
2. The Probe System
The probe is the component that comes into contact (or close proximity, in the case of non-contact probes) with the part being measured. Probes can vary in type, including tactile (touch), optical, laser, and white light, each suited to different measurement requirements.
Tactile probes can be further divided into fixed and scanning types. Fixed probes touch individual points, while scanning probes drag across surfaces to collect continuous data.
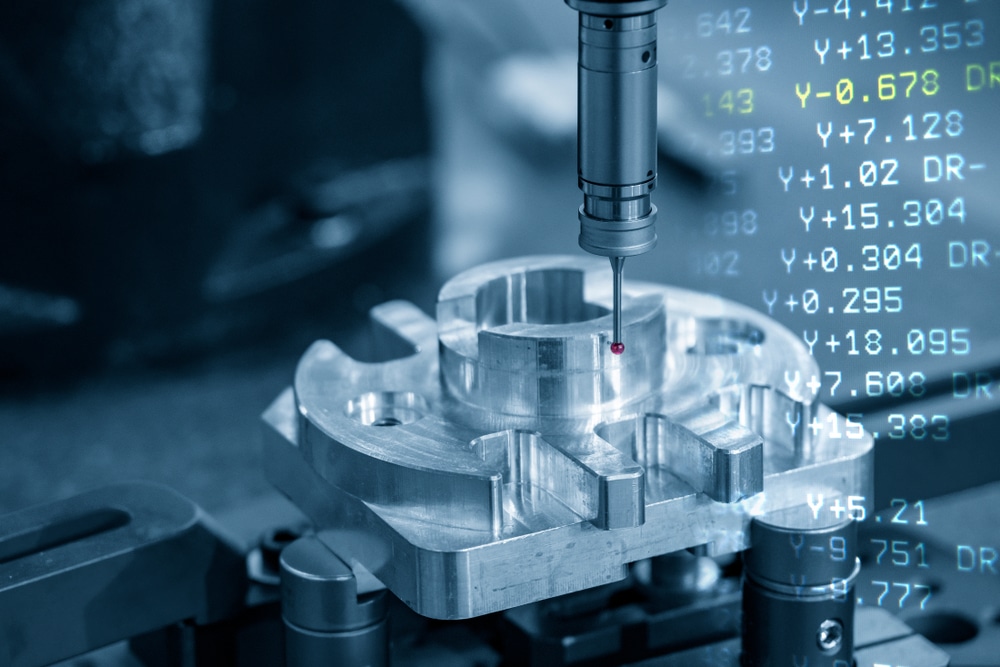
3. Measurement
The probe touches or scans predefined points on the object’s surface. Each time the probe makes contact (or detects a point in non-contact modes), it creates a data point.
The software then calculates the exact position of each point by using the data from the probe compared to known positions of the probe’s movements. This data is then used to construct a 3D model or map of the object’s surface.
4. Data Analysis
The collected data points can be analysed to determine the objects geometric properties, such as distances, angles, radii, and dimensions, or to compare the measured object against a predefined CAD model.
The software can then be used to perform more complex analysis, such as geometric dimensioning and tolerancing (GD&T), to assess the object against to quality standards.
5. Software
CMM software not only controls the measurement process, but also assists in planning the process, analysing the data, and reporting the results.
Top 3 CMM applications:
CMMs are crucial to modern manufacturing, allowing factories across the globe to guarantee the integrity of part and components that need to fit together perfectly but that’s not all they’re used for. Here are the top 3 applications that quickly move beyond Quality Control!
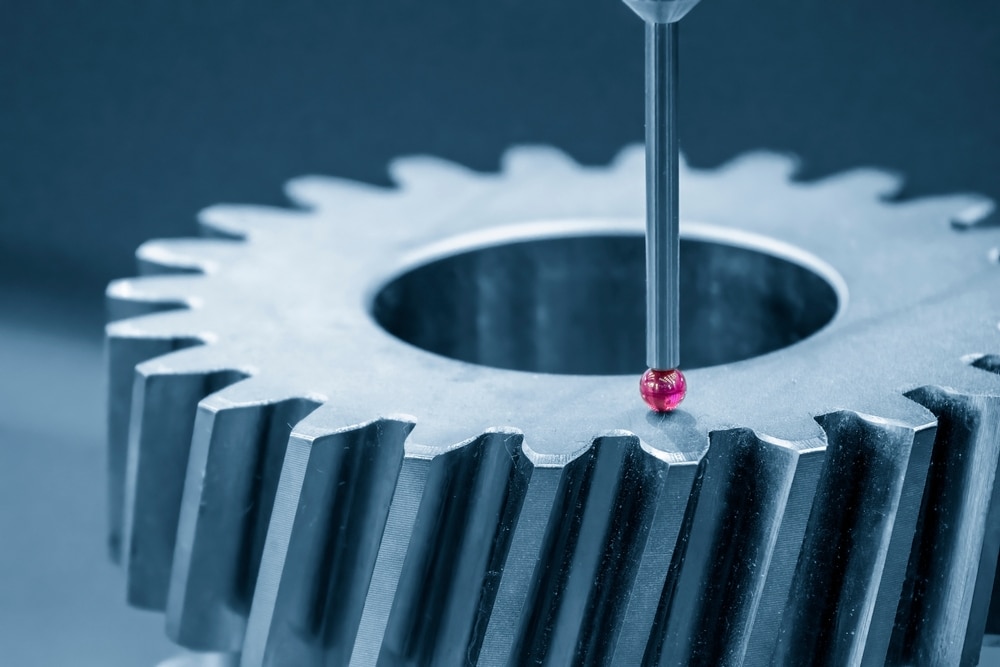
1. Quality Control and Inspection
Obviously, CMMs are extensively used in quality control to inspect finished products and components. That just makes sense, by measuring and comparing the dimensions of a manufactured part against the design specifications or CAD models, engineers can easily verify all required tolerances and quality standards, significantly reducing the risk of defects and unexpected failure.
2. First Article Inspection (FAI)
FAI involves detailed verification of a product’s first production run. Because of their accuracy, CMMs are often the ‘go-to’ method of performing comprehensive measurements of the first manufactured part to ensure that the production process is solid. Minor defects and errors at this point can easily escalate over several thousand runs, causing massive delays further down the line.
3. Reverse Engineering
CMMs are used in reverse engineering to analyse the dimensions and construction of an existing part. It may be that there are no existing drawings (such as classic cars) or that you simply don’t have access to them (such as existing branded products). By using a CMM to accurately measure the physical part, you can generate accurate CAD models to reproduce, improve, or modify the part as needed.
These applications highlight the ability of CMMs to enhance quality, efficiency, and innovation throughout the manufacturing process. By providing consistent, precise and reliable measurements, CMMs help manufacturers maintain their high standards, optimise production processes, and stay competitive.
Certification and Maintenance
The certification and regular maintenance of Coordinate Measuring Machines (CMMs) is vital to maintain their accuracy and usefulness. As usual with these types of processes, these are governed by specific standards and practices.
Certification of CMMs involves verifying their performance against established standards. You can do this yourself, but your engineers must be trained and certified to carry out the inspections so most manufacturers use external bodies offering CMM certification services to complete this work.
Standards:
The most commonly referenced standards for CMM calibration include ISO 10360 and ASME B89. These standards specify the acceptance and re-verification tests for CMMs, including the procedures for measuring length, probing error, and the performance of scanning systems.
Process:
The calibration process compares the measurements taken by the CMM to the known dimensions of an existing object. This process is designed to identify discrepancies or errors in the CMM’s measurements, which are then corrected. Calibration is typically performed by specialised technicians using certified artefacts such as gauge blocks.
Certification:
When a CMM is successfully calibrated and verified, the engineer will issue a certificate detailing the CMM’s compliance with the relevant standards.
Maintenance of CMMs
Good, well made and well-maintained CMMs will give you years of trouble-free service. Regular maintenance is essential to keep CMMs working correctly.
Routine Cleaning
The CMM and its components, especially the probing system, should be cleaned regularly, removing all debris, dust, oil, and contaminants which can affect the accuracy of measurements.
Software Updates
CMM software is regularly updated to ensure that it remains compatible with the latest CAD software, enhanced functionality, improved data analysis, measurement algorithms, and user interface enhancements.
Mechanical Checks:
Regular checks of the mechanical parts of the CMM, such as the air bearings, motors, and drive systems, are necessary when identifying any wear and tear. Damaged or worn parts should be replaced as soon as possible to maintain the accuracy and reliability of your machine.
Environmental Controls:
The environment where a CMM operates can significantly affect its performance. Temperature, humidity, and vibrations should be controlled within the CMMS tolerance. If temperature is an issue for you, some CMMs can use their software component to compensate for the ambient temperature.
Preventive Maintenance:
A scheduled preventive maintenance program, often provided by the manufacturer or specialised service companies, helps identify potential issues before they become problematic for your workflow. Given the reliance on CMMs to control the quality of the output, it’s important to make sure it’s working correctly.
Next steps for CMM innovation
The development of Coordinate Measuring Machines looks like it’s going to leap forward over the next decade, influenced by trends in manufacturing technology such as digital transformation, IIoT, and the increasing demand for measurement throughout the supply chain across various industries.
These trends reflect the broader movements within manufacturing towards digitalisation, automation, and sustainability. As these trends develop, they will impact the capabilities of CMMs, making them more integral to manufacturing processes than ever before.
1. Integration with Industry 4.0
CMMs will become more integrated with the broader ecosystem of smart manufacturing and Industry 4.0 meaning enhanced connectivity and data exchange capabilities, ultimately enabling CMMs to communicate with other machines and systems in real-time.
2. Automation and Robotics
Automation and robotics in CMMs are also expected to grow, allowing more efficient and consistent measurements, especially in high-volume production environments. Once set, automated CMMs can operate more consistently and more quickly with minimal human intervention, reducing the potential for errors and increasing throughput.
3. Advanced Sensors and Probing Technologies
Innovation in sensors and probing technologies will continue to advance, offering higher levels of precision, faster measurement speeds, and the ability to measure complex geometries and materials. This will include developments across the board such as laser scanning, optical probes, and touchless measurement technologies.
4. Software and Data Analytics
The software that powers CMMs will become more sophisticated, incorporating advanced data analytics, machine learning, and artificial intelligence (yes, we had to mention AI, everyone else is!). These technologies will make it easier for engineers to analyse measurement data, predict trends, and make real-time adjustments to manufacturing processes.
5. Portable and Flexible CMMs
There will be a greater focus on developing portable and flexible CMMs that can be easily moved and adapted to different measurement tasks. This flexibility will be crucial in dynamic manufacturing environments where the ability to perform precise measurements in various locations is necessary.
6. Customisation and Modular Systems
CMM manufacturers are likely to offer more customisable and modular systems, allowing users to tailor their CMMs to specific measurement needs.
7. Sustainability
As with many industries, there will be a growing emphasis on sustainability. CMM manufacturers will look to reduce the environmental impact of their devices through energy-efficient designs, reduced material waste, and extended equipment lifespans.
8. Cloud Computing and Remote Access
The integration of cloud computing technologies will enable remote access to CMM data and operations, facilitating remote quality assurance and the ability to perform measurements across distributed manufacturing sites.
Alternatives to CMMs
While Coordinate Measuring Machines (CMMs) are invaluable in precision measurement tasks, there are several alternatives that might be considered for specific applications or where there are physical constraints. The choice of measurement equipment depends on factors like the size of the objects to be measured, level of precision required, nature of the measurements, and budget.
Here are some alternatives to consider when thinking about measurement systems:
Vision Measuring Systems
These systems use cameras and image-processing software to measure objects. They are particularly useful for small or delicate parts that could be damaged by physical contact. Offering fast scanning suitable for small parts with complex geometries.
Laser Scanners
Handheld or mounted cmm scanner rapidly capture the surface geometry of objects by projecting several laser lines over them. They use cameras to track the deformation of the line and measure the geometry of the part. They are lightweight, easy to use, portable, fast, non-contact, and capable of measuring complex shapes and large objects.
Optical Comparators
Also known as profile projectors, these devices project a magnified image of a part onto a screen for measurement against a scale or grid. They’re good for 2D measurements and offer non-contact measurement.
Micrometres and Callipers
These are manual tools for measuring dimensions such as thickness, diameters, and depths with high precision. They require operator skill for consistent results but are portable, relatively inexpensive, require no power source, and are good for simple measurements.
Ultrasonic Measurement
Uses sound waves to measure the thickness of materials and distances. It’s particularly useful for checking material thickness or internal defects going beyond the surface detail. They are non-destructive and can measure without access to both sides of an object making them useful where you need to scan below the surface geometry.
Coordinate Measuring Arms (Articulated Arms)
Portable CMM systems that use a series of rotary joints and probes to measure points on an object’s surface. They are somewhat similar to portable CMMs but more flexible in terms of movement and positioning offering flexibility in measurement locations, and portability. They are ideal for environments where parts can’t be moved.
3D X-Ray and CT Scanning
Advanced methods that provide internal and external measurements of complex objects. CT scanning, in particular, can generate a 3D model of an object’s internal structure. They’re non-destructive, can visualise and measure internal features, and are suitable for complex geometries that are difficult to measure externally.
Surface Roughness Testers
Specifically designed to measure the texture or surface roughness of materials. They are not direct alternatives to CMMs but are essential for specific surface quality assessments and critical for quality control processes where surface texture is a key parameter.
Choosing between these options and a CMM will depend on your specific measurement needs, including the level of detail required, the nature of the objects being measured, and the environment in which measurements will take place.

