 Skip to main content
Skip to main content



How to achieve a 3-fold increase in your CMM Performance
Users of all brands of CMM now have the opportunity to transform their measurement performance with an upgrade to Renishaw’s innovative metrology systems.
You don’t need to change your measuring system, simply change the way it works and transform your outdated equipment into a valuable asset and discover the hidden power of your CMM.
Measurement is vital to any manufacturing business, providing essential information to control processes and verify products. But older co-ordinate measuring machines (CMMs) can become bottlenecks if they fail to keep pace with changing measurement needs. Advances in sensor, metrology software and controller technology now offer the opportunity to transform existing CMMs, providing greater accuracy, faster measurement, more automation and new capabilities, whilst taking full advantage of CAD-driven programming, therefore upgrading makes good economic and ecological sense.
Get more from your CMM
The most advanced technology developments in sensors, controllers and metrology software have transformed the performance of new CMMs. As these advances are not dependent on the CMM frame, they are also available on your old CMM, resulting in:
- More capability with simple, fast and intuitive CAD-driven programming and graphical reports that are easier to interpret
- More throughput using the latest scanning sensors and motion control technologies
- More information about your parts with automated multisensor measurement
- More profitability with reduced maintenance and support costs
- More confidence that your CMM is equipped to meet your future measurement needs
Most CMM structures are not subject to high levels of wear and so remain serviceable for many years. What’s more, because you are re-using the costly superstructure of the machine, an upgrade is a fraction of the price of a comparable new machine.
- Measure without compromise by using radically shorter cycle times to enable 100% inspection for optimum verification and process control
The operational benefits this brings are as follows:
- Reduced measurement cycle times
- Elimination of CMM bottlenecks and rapid process feedback
- High speed head and sensor calibration increases uptime
- Less time spent indexing and stylus changing, resulting in more time spent measuring
3-axis and 5-axis Measurement
Let’s look at how probing technology has evolved and highlight the differences between 3 and 5 axis measurement.
3-axis measurement and 5-axis measurement refer to the number of axes or directions in which a measuring device can move. These terms are commonly used in the context of CMM’S used for precise dimensional measurement of objects.
3-axis Measurement
A 3-axis measurement system can move in three orthogonal directions, typically represented as the X, Y, and Z axes. This means that the measuring probe or sensor can move forward and backward (X-axis), left and right (Y-axis), and up and down (Z-axis). The 3-axis CMM can measure length, width, and height, making it suitable for many standard measurement tasks, although there are some limitations with 3-Axis fixed Probing compared to 5-axis measurement:
- Speed of Measurement
- Fixturing Costs
- Calibration time
- Tooling Costs
- Feature Access
5-axis Measurement
A 5-axis measurement system, also known as a multi-axis CMM, can move in five different directions. In addition to the X, Y, and Z axes, it can also rotate around two additional axes, typically referred to as the A and B axes. The A-axis is a rotation around the X-axis, while the B-axis is a rotation around the Y-axis. This additional rotational capability allows the probe to reach complex angles and orientations, enabling the measurement of more intricate geometries, freeform surfaces, and features that are difficult to access with a 3-axis system.
The main difference between 3-axis and 5-axis measurement is the level of flexibility and freedom of movement offered by the additional two rotational axes in the 5-axis system. The 5-axis measurement capability provides enhanced versatility and allows for more comprehensive and accurate measurement of complex shapes and contours. It is particularly useful in industries such as aerospace, automotive, tool and die, and medical, where precise measurement of intricate components is required.
It’s also important to note that the number of axes is not the sole factor determining the accuracy or capabilities of a measurement system. Other factors such as the quality of the measuring probe, the software used for data analysis, and the overall system design also play significant roles in achieving accurate and reliable measurements.
Transform your CMM performance with 5-axis touch‑trigger measurement
PH20 v PH10 with feature count demonstrating 3x greater measurement speed of 5-axis movement
5-axis touch trigger measurement
Renishaw is a world leader in metrology and precision measurement solutions. One of their advanced offerings is the 5-axis touch trigger measurement system, which can indeed enhance the performance of a Coordinate Measuring Machine (CMM).
The 5-axis measurement product range represents the biggest step-change in measurement capability ever introduced, delivering unprecedented speed and measurement flexibility, whilst avoiding the speed versus accuracy compromises inherent in conventional techniques. Whether the REVO scanning or the PH20 touch-trigger, a Renishaw 5-axis system can boost measurement throughput, minimise lead times and give manufacturers a more comprehensive appreciation of the quality of their products.
Unlike conventional CMM measurement methods, Renishaw’s 5-axis technology uses synchronised motion of CMM and head axes to minimise the machine’s dynamic errors at ultra-high measuring speeds.
How can it transform your CMM performance?
1. Increased Measurement Flexibility: Renishaw’s 5-axis touch trigger system allows for measurements to be taken from multiple angles and orientations. This flexibility enables the CMM to access difficult-to-reach features and perform comprehensive inspections of complex parts. The system’s software compensates for the part’s orientation, ensuring accurate measurement results regardless of its position.
2. Enhanced Accuracy: The touch trigger measurement system utilises Renishaw’s high-precision probes, which offer exceptional repeatability and accuracy. By minimising measurement errors, the system ensures reliable and consistent measurement results, reducing the risk of scrap or rework due to incorrect measurements.
3. Improved Efficiency: With the 5-axis touch trigger system, the CMM can capture multiple measurement points in a single probe touch, significantly reducing inspection time. This efficiency boost is particularly beneficial for high-volume production environments where quick and accurate measurements are crucial.
4. Advanced Feature Measurement: The touch trigger system enables the CMM to measure complex part features, such as undercuts, inclined surfaces, and intersecting holes. By precisely probing these features, the system provides comprehensive data for quality analysis, ensuring compliance with design specifications.
5. Seamless Integration: Renishaw’s 5-axis touch trigger measurement system integrates seamlessly with various CMM software platforms, allowing for easy programming and data analysis. The system’s intuitive user interface facilitates efficient operation and provides real-time feedback, making it easier for operators to optimise measurement routines.
6. Traceability and Reporting: The touch trigger system records measurement data and generates detailed reports, ensuring traceability and documentation of inspection results. This capability is essential for quality control processes and certifications, enabling compliance with industry standards and customer requirements.
Implementing Renishaw’s 5-axis touch trigger measurement system can significantly enhance your CMM’s performance by increasing measurement flexibility, improving accuracy, boosting efficiency, enabling advanced feature measurement, providing seamless integration, and ensuring traceability and reporting capabilities.
The Only 3D Inspection Software You’ll Ever Need
METROLOG X4: 5-AXIS PROGRAMMING
A real performance accelerator for your 3D measuring devices, Metrolog X4 is the latest evolution of Metrologic Group’s world-renowned 3D inspection software.
By fully implementing the power of the latest PC technology, Metrolog X4 serves to fully enhance your 3D inspection equipment, with direct interfaces to almost any make or model of CMM and portable device.
• Fastest Renishaw REVO® programming software available boosting automatic programming
• Easy-to-edit, live graphical reports to share analysis for team and data driven decisions
• Offline programming: simulate your environment, avoid collisions, and maximise measurement time on CMM
5-axis technology
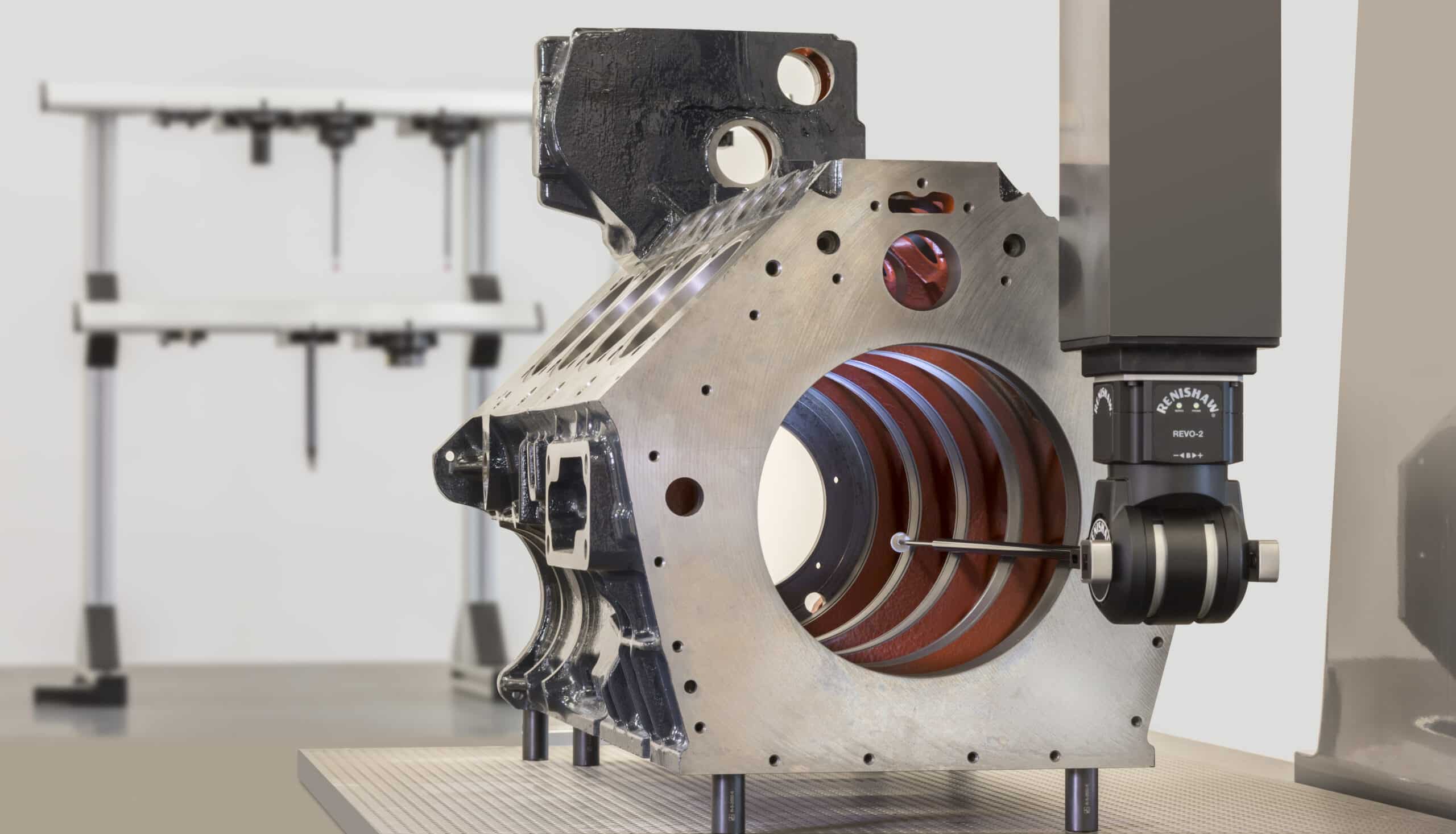
Multi-sensor 5-axis measurement system
The REVO system uses synchronised motion and 5-axis measurement technology to minimise the dynamic effects of CMM motion at ultra high measurement speeds.
This is achieved by letting the REVO-2 head do the fast demanding motion while the CMM moves in a linear slow fashion. The use of a flexible tip-sensing probe further adds to the system’s accuracy and performance. The removable probe system, used in conjunction with a low cost changer, provides added system flexibility, giving you Speed, Accuracy and Agility.
As a new installation or an accredited upgrade, the REVO 5-axis measurement system offers:
- Surface finish measurement and dimensional inspection.
- 15% to 50% cycle time savings.
- Maximised throughput, minimised capital investment.
High-speed measurement
- Up to 500 mm/sec resulting in increased part throughput
- Data collection rates up to 4,000 points per second
- Infinite positioning and 5-axis motion reduces non-productive transitions between features
- Rapid calibration with all positions inferred means more time measuring
High system accuracy
- 5-axis scanning minimises CMM motion and the associated dynamic errors
- Stylus wear minimised by extremely low scanning forces
- Infinite positioning and five-axis motion aid access to difficult features
- Tip-sensing further adds to the systems’ accuracy and flexibility
Great flexibility
- Maximum reach up to 800 mm from centre of head rotation
- Multi-sensor probe and stylus changing capability
- Renishaw UCCserver software application (based on I++ DME command protocol) provides the interface for REVO-2 control
- The removable probe system, used in conjunction with a low cost changer,provides added system flexibility
PH20 5-axis touch-trigger system
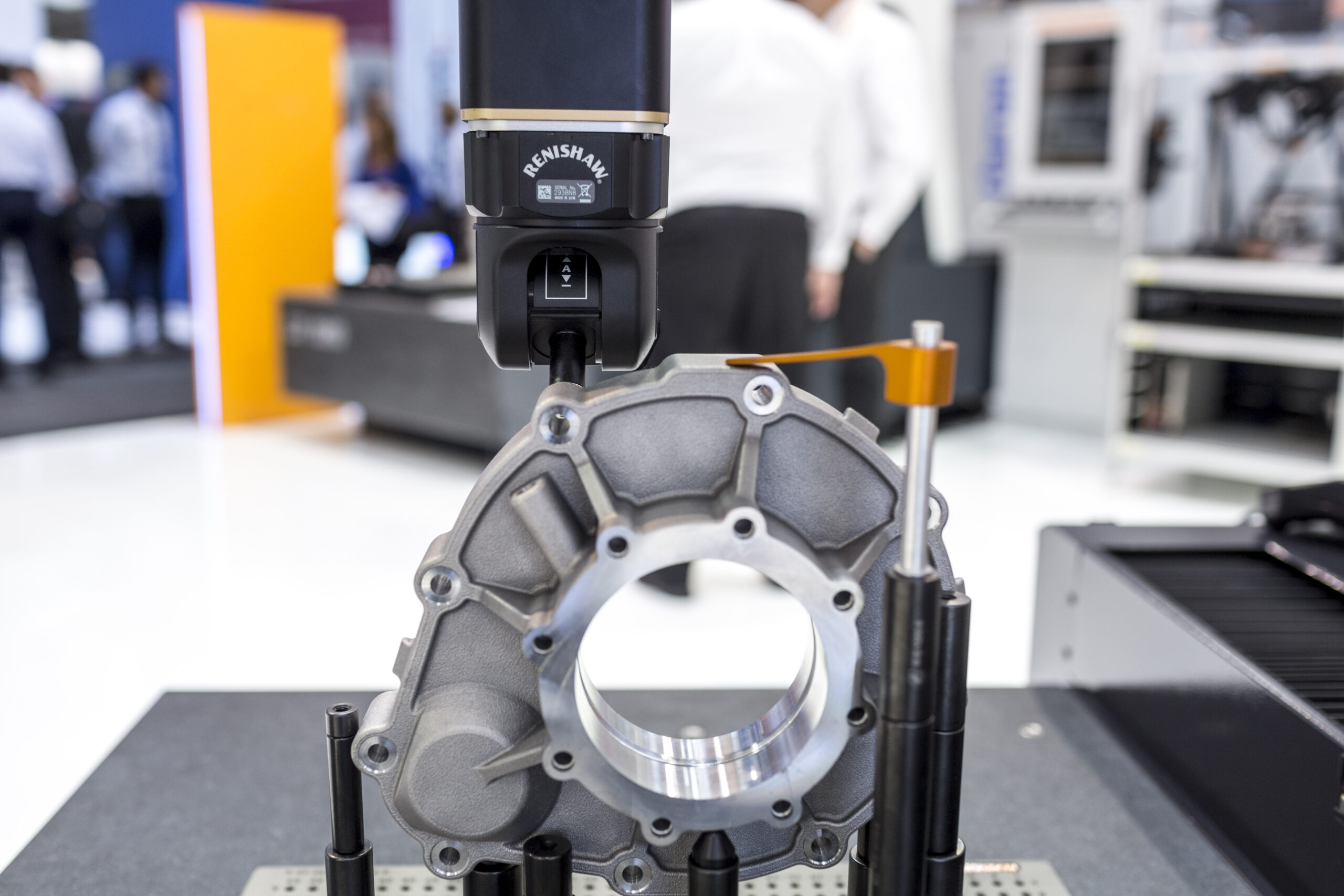
Unlike conventional touch-trigger measurement methods which rely on speeding up the motion of the CMM’s 3 axes to measure quickly, PH20 utilises the head motion technology developed for the multi-award winning REVO system to minimise the dynamic errors of the CMM at higher measurement speeds.
PH20’s unique ‘head touches’ allow measurement points to be taken by moving only the head, rather than the CMM structure. Points can be taken faster, and with improved accuracy and repeatability.
Furthermore, 5-axis motion eliminates time spent indexing the head. Together these speed increases typically result in a 3-fold improvement in throughput over conventional systems.
Easy access to features at any angle
PH20’s infinite positioning capability guarantees optimal feature access, minimising stylus changes. The 5-axis simultaneous motion allows larger parts to be measured on the CMM by minimising the space required around the part for head rotation. PH20 automatically aligns itself with the part co-ordinate system, avoiding stylus collisions and the requirement for accurate fixtures.
Faster calibration
The unique ‘inferred calibration’ technique developed for PH20 determines the head orientation and probe position in a single operation, allowing subsequent measurement at any head angle. Further modules only require a few touches on the calibration sphere before use (enhanced metrology performance is available if needed by calibrating the probe tip at the feature orientation).
These dramatic time savings accumulate as the calibration process is repeated on a regular basis to comply with quality procedures or following a probe crash.
Integral industry standard TP20 probe
Users of the PH20 probe head will immediately have access to the range of proven TP20 probe modules, providing a wide selection of trigger forces, directional sensing options and extensions to meet application requirements. The detachable modules provide crash protection and can be automatically changed using the TCR20 change rack.
If you would like to explore how you could achieve a 3-fold increase in your CMM performance, then get in touch and we’ll provide a no obligation consultation with one of Industrial Metrology experts

